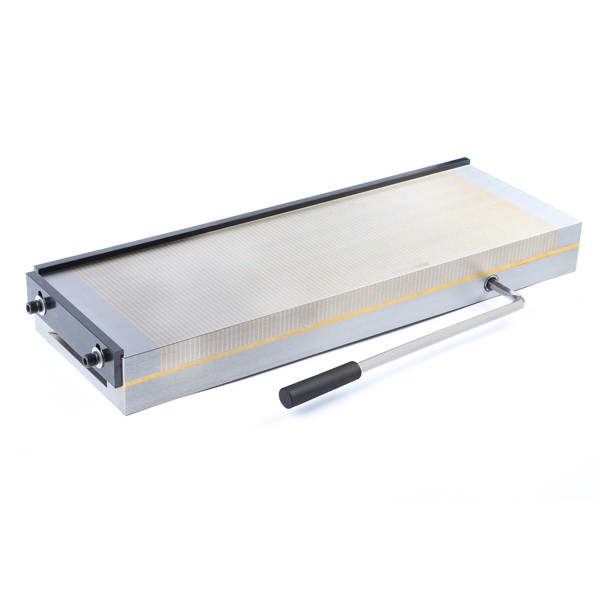
Jemné pólové magnetické sklíčidlo pro Surface Srinder
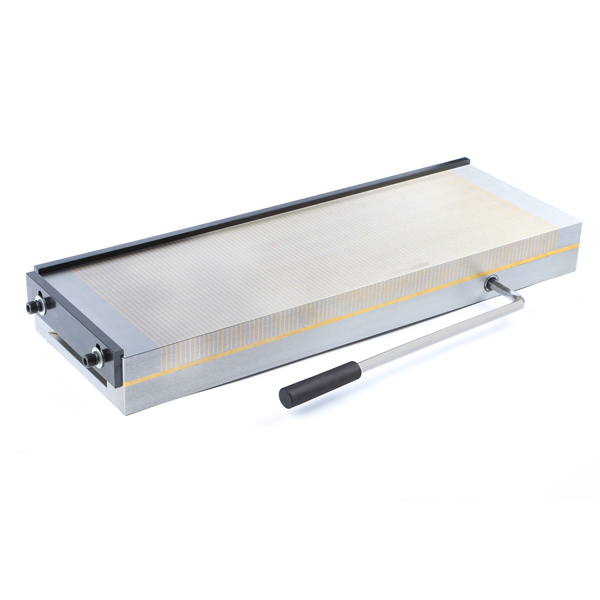
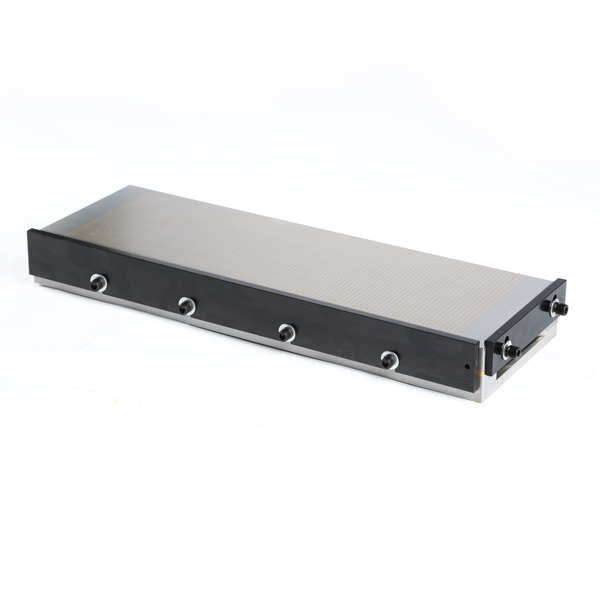
Tool Bees dodává vysokou kvalitumagnetické sklíčidloMagnetická sklíčidla jsou vyráběna podle nejvyšších standardů a jsou k dispozici ve většině běžných velikostí ze skladu, jsou moderní zařízení, která nahrazují svěráky, mechanické upínače a přípravky, které urychlují vaši práci při obrábění feromagnetických materiálů.
Magnetické upínače mohou ušetřit spoustu času upínáním a odepínáním obráběných součástí a zároveň zpřístupňují obrobek z 5 stran, aniž by došlo k poškození produktu. Cíl použití magnetických upínačů pro upnutí obrobku se stal populární ve výrobních závodech po celém světě.
Obrobky pro obrábění jsou tradičně drženy na místě pomocí svěráků nebo přípravků, ale polotovar, odlitek nebo výkovek lze také držet s dostatečnou přilnavostí, aby bylo možné frézovat, soustružit, vrtat nebo brousit.Magnetická sklíčidla se běžně používají v aplikacích pro povrchové broušení, ale nyní se používají také v běžných strojírnách.
| Objednávka číslo. | Dimenze | Magnetický | Vzdálenost | Váha (kg) | ||
| (MM) | Platnost | (ŽELEZO+MĚĎ) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 NEBO 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Výhody magnetických upínačů
Mezi výhody magnetických upínačů patří:
Snížení nastavení.
Zvýšení přístupu k mnoha stranám obrobku.
Zjednodušení držení práce.
Magnetické upínače snadno ovladatelné
Naše výhody dodáním magnetických sklíčidel:
* Magnetické upínače se zárukou vysoké kvality
* Magnetické upínače s konkurenční cenou
Způsob použití
1. přísavky by měly být před použitím vyčištěny, aby nedošlo k poškrábání ovlivňujícím přesnost.
2. Umístěte obrobek na přísavku, vložte klíč do otvoru hřídele a otočte o 1800 do polohy ON ve směru hodinových ručiček, poté obrobek nasajte pro obrábění.
3. použijte okolní teplotu -400C–500C.Není nutné žádné klepání, aby se zabránilo magnetické redukci.
4. je-li obrobek hotový, vložte klíč do otvoru hřídele a otočte jím 1800krát proti směru hodinových ručiček do polohy „OFF“, pak lze obrobek vyjmout.
5. dokončete pracovní plochu antikorozním olejem, aby se zabránilo korozi.